
APRON FEEDER
MAF Series Apron Feeder
MAF series apron feeders deliver reliable material handling in the toughest conditions, including sharp, sticky, or hot materials. Ideal for primary, secondary, and tertiary applications, they feature a crawler undercarriage, abrasion-resistant pans, and heavy-duty components for high performance with minimal maintenance.
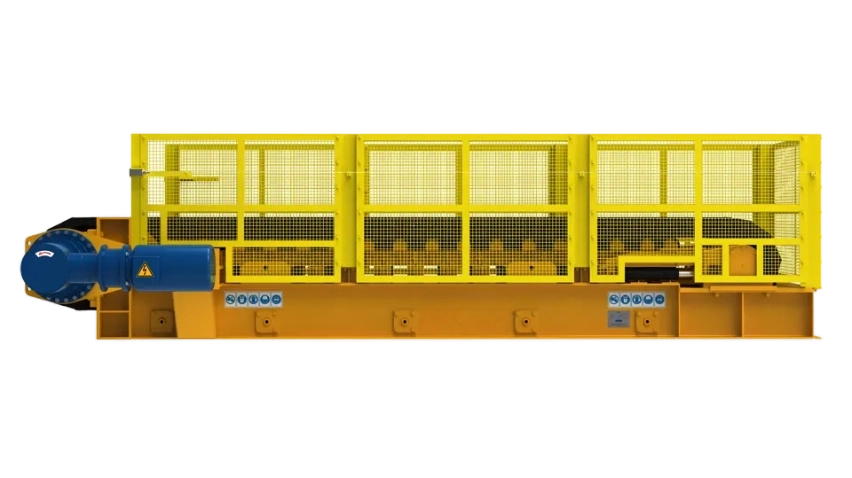
GRIZZLY FEEDER
GF Series Vibrating Grizzly Feeder
GF series vibrating grizzly feeders are built to handle heavy surge loads and deliver a consistent material flow to crushers. Ideal for primary applications, they feature rugged construction, adjustable linear motion, oil-lubricated shafts, and grizzly sections to pre-screen undersized material for efficient downstream processing

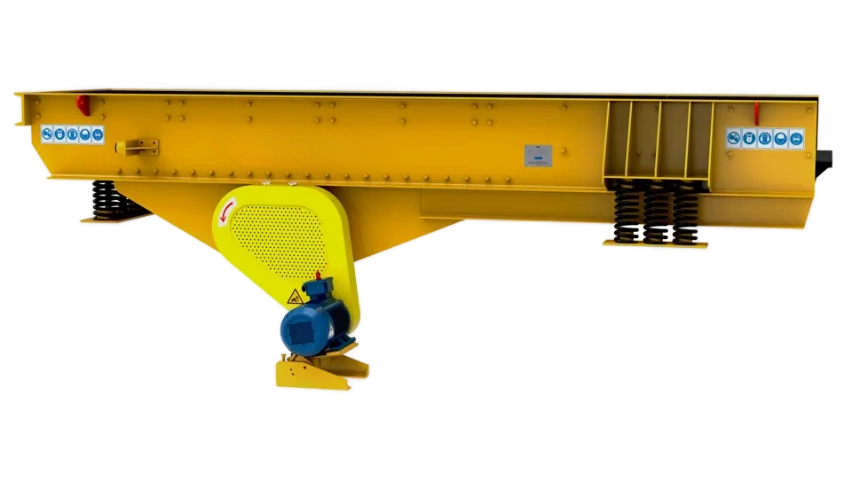
PAN FEEDER
PF Series Vibrating Pan Feeder
PF Series vibrating pan feeders deliver accurate, controlled material flow in mining, aggregates, and recycling applications. Featuring a rugged steel frame, abrasion-resistant liners, and dual out-of-balance motors, they provide reliable performance in tough environments with adjustable stroke and optional suspended mounting.
APRON FEEDER
MAF Series Apron Feeder
MAF series apron feeders deliver reliable material handling in the toughest conditions, including sharp, sticky, or hot materials. Ideal for primary, secondary, and tertiary applications, they feature a crawler undercarriage, abrasion-resistant pans, and heavy-duty components for high performance with minimal maintenance.
GRIZZLY FEEDER
GF Series Vibrating Grizzly Feeder
GF series vibrating grizzly feeders are built to handle heavy surge loads and deliver a consistent material flow to crushers. Ideal for primary applications, they feature rugged construction, adjustable linear motion, oil-lubricated shafts, and grizzly sections to pre-screen undersized material for efficient downstream processing
PAN FEEDER
PF Series Vibrating Pan Feeder
PF Series vibrating pan feeders deliver accurate, controlled material flow in mining, aggregates, and recycling applications. Featuring a rugged steel frame, abrasion-resistant liners, and dual out-of-balance motors, they provide reliable performance in tough environments with adjustable stroke and optional suspended mounting.
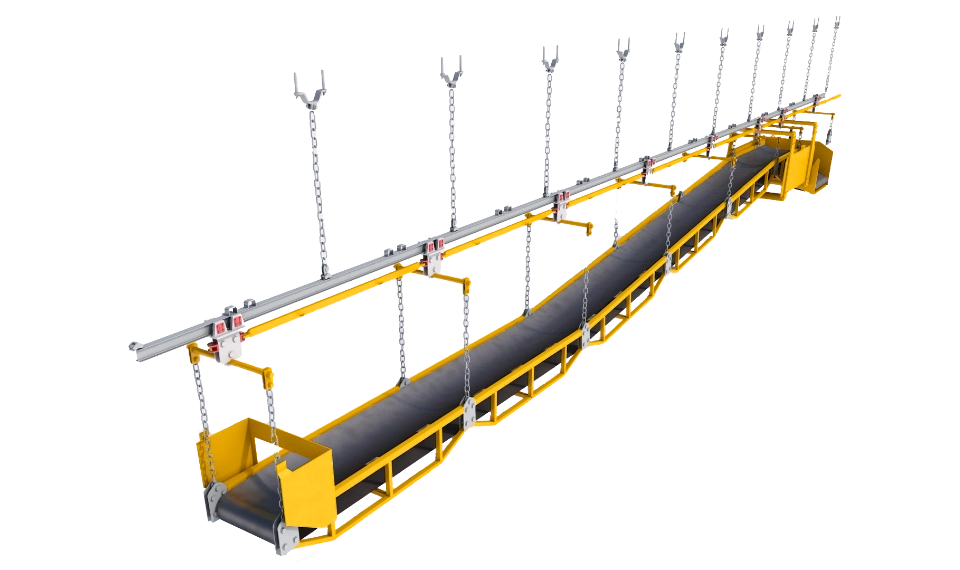
CONVEYOR
HTR Series – Overhead Suspended Conveyor System
HTR Series is a modular suspended conveyor system designed for confined spaces, tunnels, and underground operations. Its chain-supported belt and overhead rail structure provide flexible installation with zero ground interference, making it ideal for rapid deployment in temporary or hard-to-access areas where traditional conveyor frames are not feasible.

CONVEYOR
VTX Series – V-Profile Belt Conveyor System
VTX Series conveyors feature a high-capacity V-shaped belt profile supported by angled rollers, ensuring excellent material containment and smooth, centered flow over long distances. Designed for demanding mining and bulk material applications, this system offers superior load stability and optional maintenance platforms for safe operation.
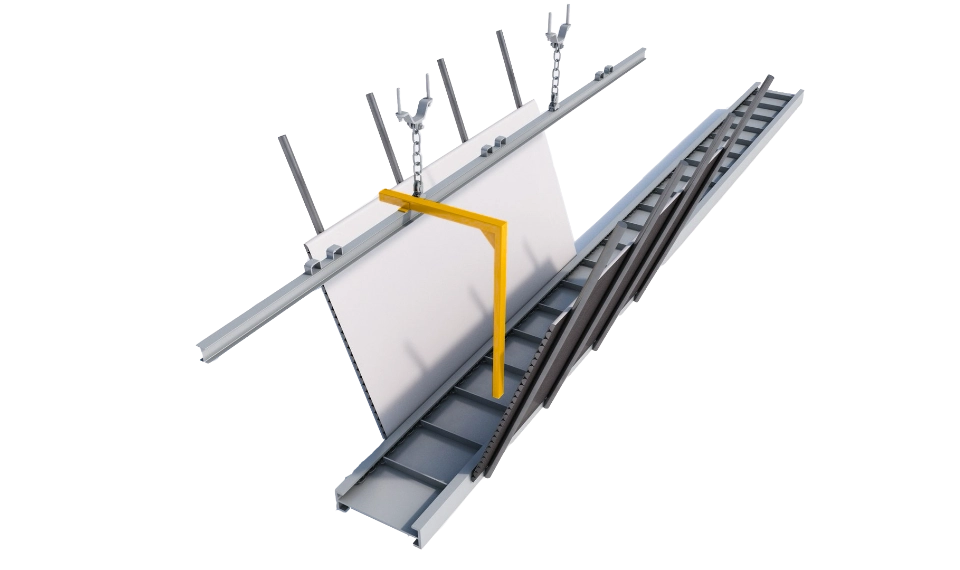
CONVEYOR
DSK Series – Dust-Proof Belt Conveyor with Cover Rails
DSK Series offers enclosed belt conveying with full-length top covers and sealing skirts, ensuring clean and dust-free transport of fine materials. Designed for ports, open-pit mines, and environmentally sensitive sites, it combines high throughput with robust steel structure and easy-access maintenance systems for reliable long-term operation
CONVEYOR
HTR Series – Overhead Suspended Conveyor System
HTR Series is a modular suspended conveyor system designed for confined spaces, tunnels, and underground operations. Its chain-supported belt and overhead rail structure provide flexible installation with zero ground interference, making it ideal for rapid deployment in temporary or hard-to-access areas where traditional conveyor frames are not feasible.
CONVEYOR
VTX Series – V-Profile Belt Conveyor System
VTX Series conveyors feature a high-capacity V-shaped belt profile supported by angled rollers, ensuring excellent material containment and smooth, centered flow over long distances. Designed for demanding mining and bulk material applications, this system offers superior load stability and optional maintenance platforms for safe operation.
CONVEYOR
DSK Series – Dust-Proof Belt Conveyor with Cover Rails
DSK Series offers enclosed belt conveying with full-length top covers and sealing skirts, ensuring clean and dust-free transport of fine materials. Designed for ports, open-pit mines, and environmentally sensitive sites, it combines high throughput with robust steel structure and easy-access maintenance systems for reliable long-term operation