
CONVEYOR
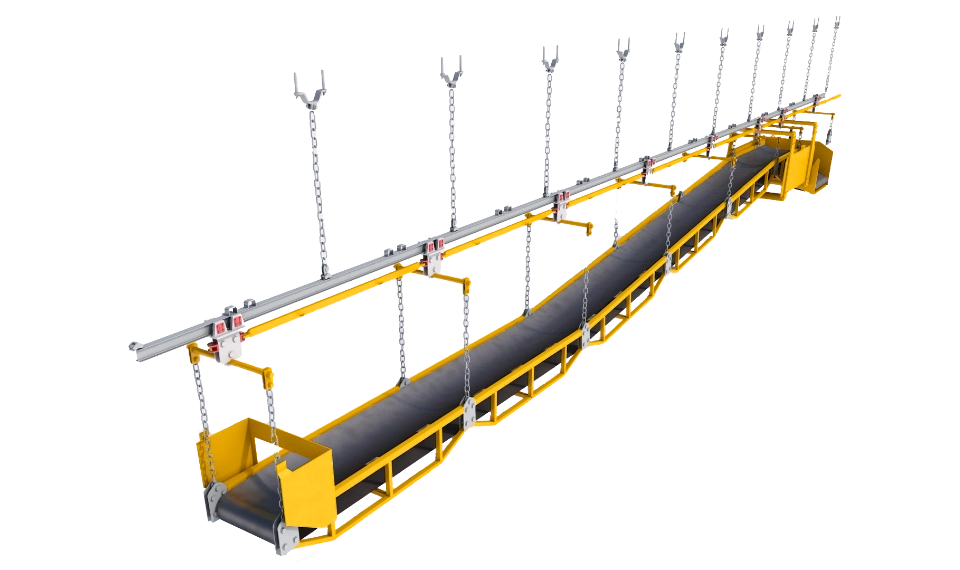
HTR Series – Overhead Suspended Conveyor System
HTR Series is a modular suspended conveyor system designed for confined spaces, tunnels, and underground operations. Its chain-supported belt and overhead rail structure provide flexible installation with zero ground interference, making it ideal for rapid deployment in temporary or hard-to-access areas where traditional conveyor frames are not feasible.

CONVEYOR
VTX Series – V-Profile Belt Conveyor System
VTX Series conveyors feature a high-capacity V-shaped belt profile supported by angled rollers, ensuring excellent material containment and smooth, centered flow over long distances. Designed for demanding mining and bulk material applications, this system offers superior load stability and optional maintenance platforms for safe operation.
CONVEYOR
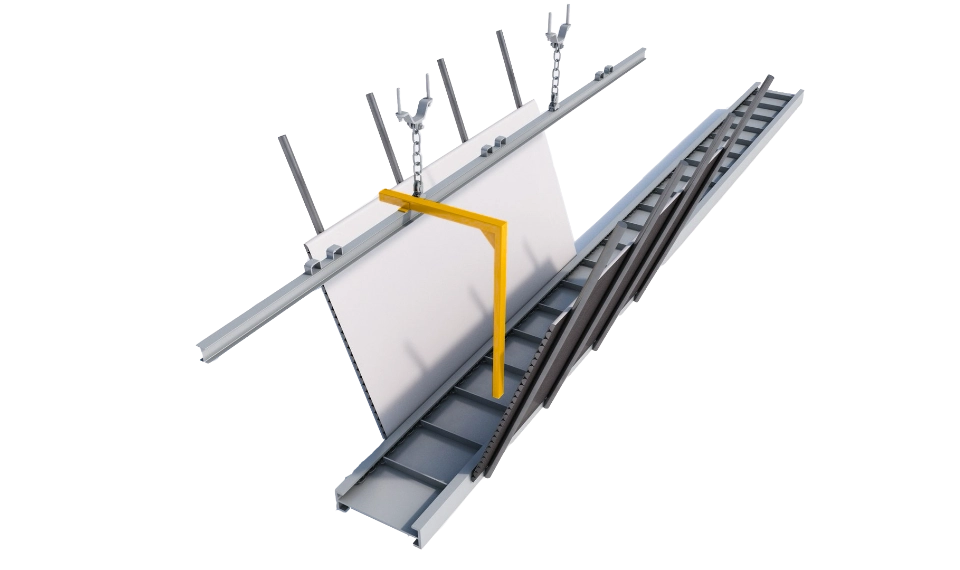
DSK Series – Dust-Proof Belt Conveyor with Cover Rails
DSK Series offers enclosed belt conveying with full-length top covers and sealing skirts, ensuring clean and dust-free transport of fine materials. Designed for ports, open-pit mines, and environmentally sensitive sites, it combines high throughput with robust steel structure and easy-access maintenance systems for reliable long-term operation
CONVEYOR
HTR Series – Overhead Suspended Conveyor System
HTR Series is a modular suspended conveyor system designed for confined spaces, tunnels, and underground operations. Its chain-supported belt and overhead rail structure provide flexible installation with zero ground interference, making it ideal for rapid deployment in temporary or hard-to-access areas where traditional conveyor frames are not feasible.
CONVEYOR
VTX Series – V-Profile Belt Conveyor System
VTX Series conveyors feature a high-capacity V-shaped belt profile supported by angled rollers, ensuring excellent material containment and smooth, centered flow over long distances. Designed for demanding mining and bulk material applications, this system offers superior load stability and optional maintenance platforms for safe operation.
CONVEYOR
DSK Series – Dust-Proof Belt Conveyor with Cover Rails
DSK Series offers enclosed belt conveying with full-length top covers and sealing skirts, ensuring clean and dust-free transport of fine materials. Designed for ports, open-pit mines, and environmentally sensitive sites, it combines high throughput with robust steel structure and easy-access maintenance systems for reliable long-term operation
APRON FEEDER
MAF Series Apron Feeder
MAF series apron feeders deliver reliable material handling in the toughest conditions, including sharp, sticky, or hot materials. Ideal for primary, secondary, and tertiary applications, they feature a crawler undercarriage, abrasion-resistant pans, and heavy-duty components for high performance with minimal maintenance.
GRIZZLY FEEDER
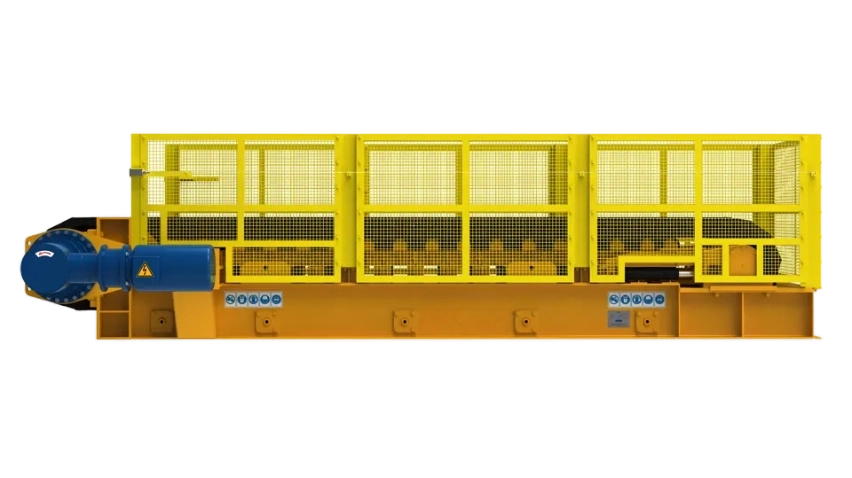
GF Series Vibrating Grizzly Feeder
GF series vibrating grizzly feeders are built to handle heavy surge loads and deliver a consistent material flow to crushers. Ideal for primary applications, they feature rugged construction, adjustable linear motion, oil-lubricated shafts, and grizzly sections to pre-screen undersized material for efficient downstream processing

PAN FEEDER
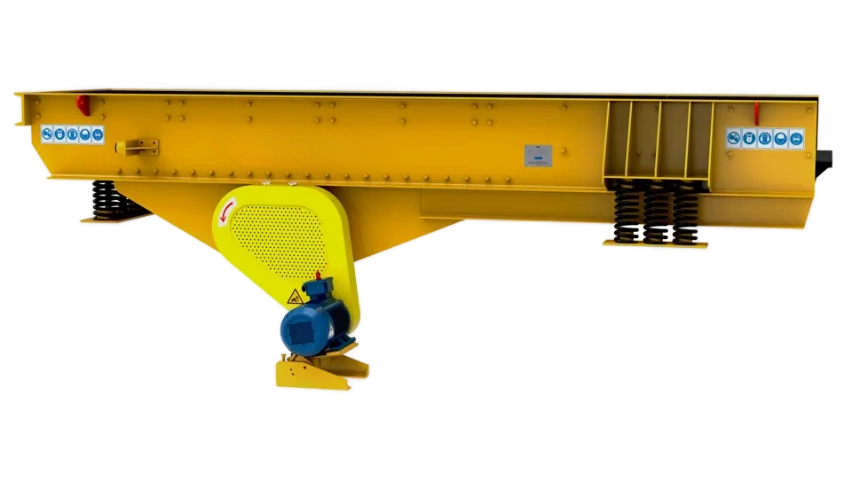
PF Series Vibrating Pan Feeder
PF Series vibrating pan feeders deliver accurate, controlled material flow in mining, aggregates, and recycling applications. Featuring a rugged steel frame, abrasion-resistant liners, and dual out-of-balance motors, they provide reliable performance in tough environments with adjustable stroke and optional suspended mounting.
APRON FEEDER
MAF Series Apron Feeder
MAF series apron feeders deliver reliable material handling in the toughest conditions, including sharp, sticky, or hot materials. Ideal for primary, secondary, and tertiary applications, they feature a crawler undercarriage, abrasion-resistant pans, and heavy-duty components for high performance with minimal maintenance.
GRIZZLY FEEDER
GF Series Vibrating Grizzly Feeder
GF series vibrating grizzly feeders are built to handle heavy surge loads and deliver a consistent material flow to crushers. Ideal for primary applications, they feature rugged construction, adjustable linear motion, oil-lubricated shafts, and grizzly sections to pre-screen undersized material for efficient downstream processing
PAN FEEDER
PF Series Vibrating Pan Feeder
PF Series vibrating pan feeders deliver accurate, controlled material flow in mining, aggregates, and recycling applications. Featuring a rugged steel frame, abrasion-resistant liners, and dual out-of-balance motors, they provide reliable performance in tough environments with adjustable stroke and optional suspended mounting.
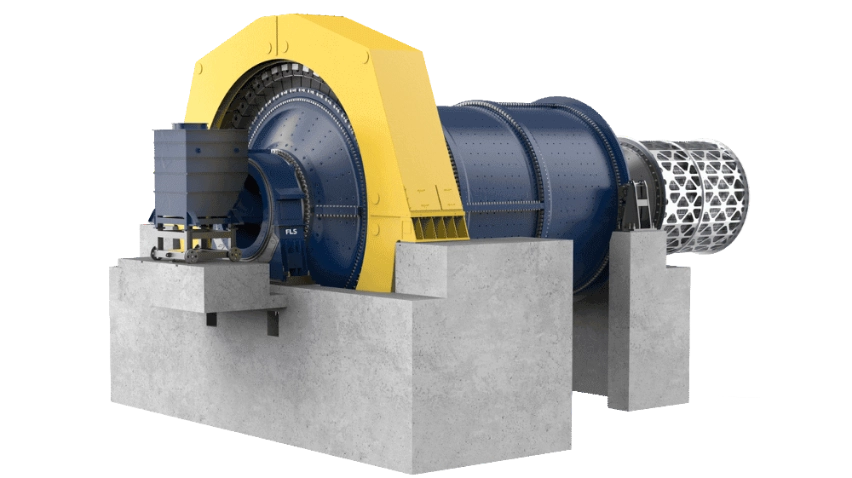
BALL MILL
MBX Series Ball Mill
The MBX Series ball mills are built for heavy-duty grinding of hard and abrasive materials. With optimized liners and energy-efficient drive systems, they offer extended service life and precision in ore processing, cement production, and other demanding operations.
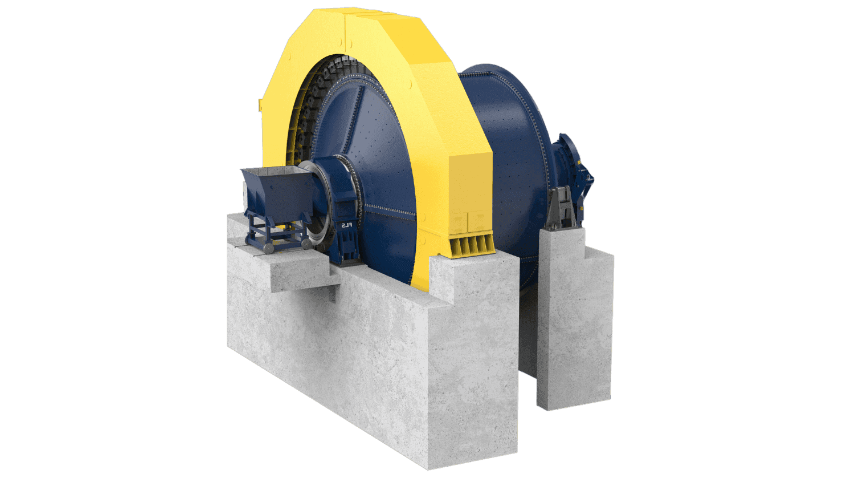
BALL MILL
SGX Series SAG Mill
The SGX Series SAG mill delivers high-throughput grinding for large-scale mining operations. Using both ore and steel balls as grinding media, it’s ideal for primary processing of hard ores like gold, copper, and iron. With low energy consumption and robust design, it ensures reliable performance and reduced operating costs.
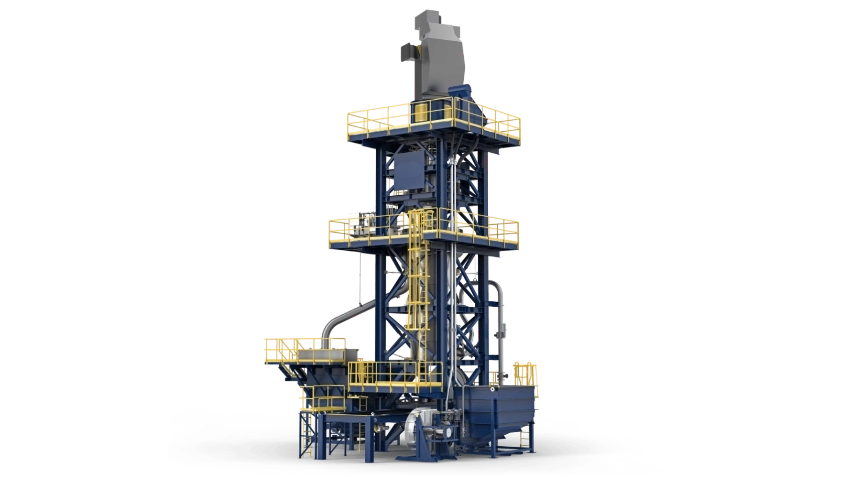
TOWER MILL
TXP Series Tower Mill
The TXP Series tower mill is a vertical, energy-efficient solution for fine and ultra-fine grinding below 30 microns. Using ceramic media and a modular impeller system, it delivers high-intensity attrition grinding with low energy consumption. Ideal for mineral processing where precision, flexibility, and efficiency are critical.

TOWER MILL
TXP Series Tower Mill
The TXP Series tower mill is a vertical, energy-efficient solution for fine and ultra-fine grinding below 30 microns. Using ceramic media and a modular impeller system, it delivers high-intensity attrition grinding with low energy consumption. Ideal for mineral processing where precision, flexibility, and efficiency are critical.
ASH HANDLING SYSTEM
SFG Series – Submerged Flight Conveyor
SFG Series conveyors ensure continuous bottom ash removal using a submerged scraper chain. Hot ash is cooled in a water-filled trough, conveyed and dewatered before discharge. The system delivers low water usage, high reliability, and minimal maintenance in thermal power applications.

ASH HANDLING SYSTEM
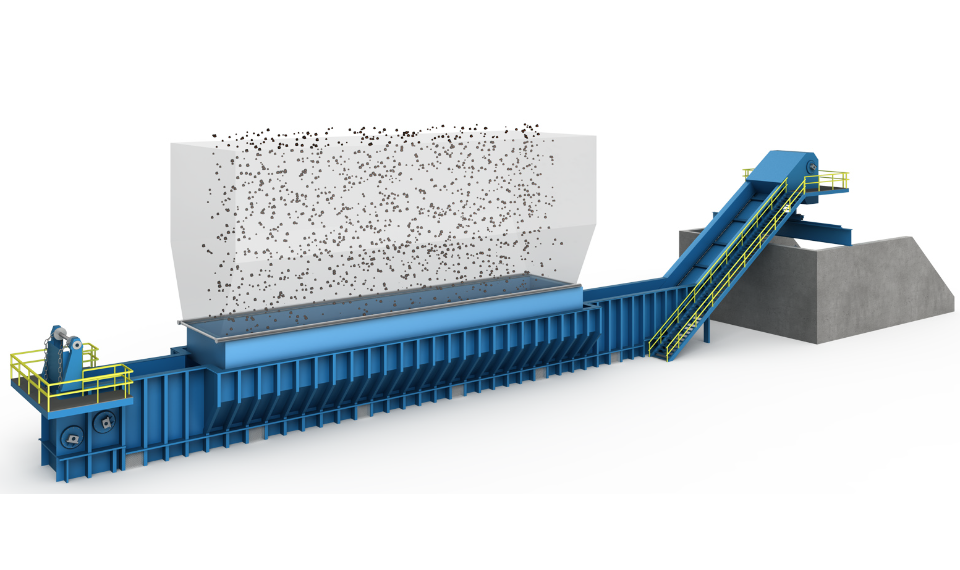
VBR Series – Vibrating Dry Bottom Ash Conveyor
VBR Series provides continuous dry ash removal with a vibrating deck under the boiler. No moving parts or water are used, reducing maintenance and energy loss. Fluidized ash bed boosts combustion and heat recovery, making this a durable, efficient, and fully dry solution for modern power generation.
ASH HANDLING SYSTEM
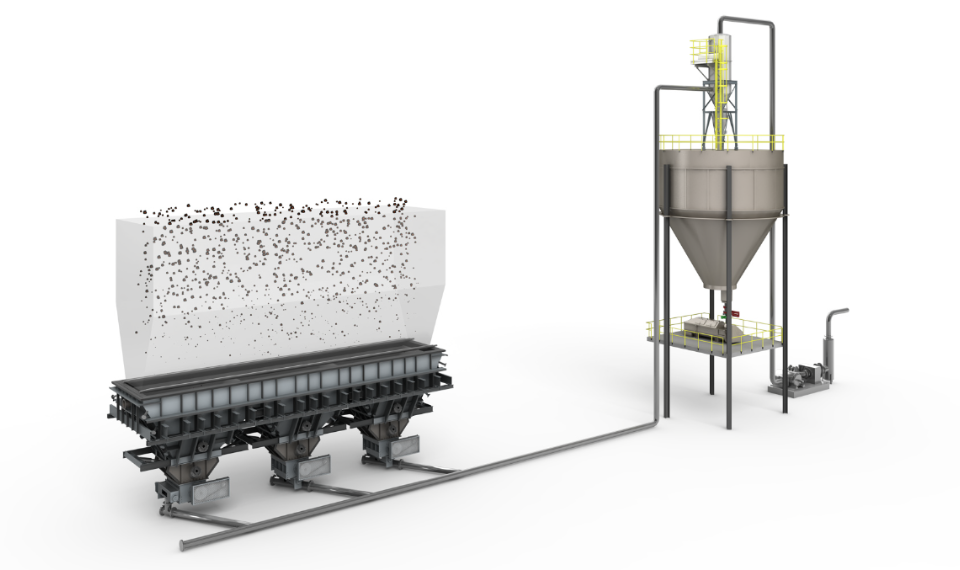
PNM Series – Pneumatic Dry Ash Conveyor
PNM Series provides 100% dry bottom ash removal using a vacuum-based pneumatic system. Ash is cooled, crushed, and conveyed from a dry hopper to a storage silo with no water required. This low-maintenance solution reduces cost, improves safety, and ensures reliable long-term ash handling performance.
ASH HANDLING SYSTEM
SFG Series – Submerged Flight Conveyor
SFG Series conveyors ensure continuous bottom ash removal using a submerged scraper chain. Hot ash is cooled in a water-filled trough, conveyed and dewatered before discharge. The system delivers low water usage, high reliability, and minimal maintenance in thermal power applications.
ASH HANDLING SYSTEM
VBR Series – Vibrating Dry Bottom Ash Conveyor
VBR Series provides continuous dry ash removal with a vibrating deck under the boiler. No moving parts or water are used, reducing maintenance and energy loss. Fluidized ash bed boosts combustion and heat recovery, making this a durable, efficient, and fully dry solution for modern power generation.
ASH HANDLING SYSTEM
PNM Series – Pneumatic Dry Ash Conveyor
PNM Series provides 100% dry bottom ash removal using a vacuum-based pneumatic system. Ash is cooled, crushed, and conveyed from a dry hopper to a storage silo with no water required. This low-maintenance solution reduces cost, improves safety, and ensures reliable long-term ash handling performance.