
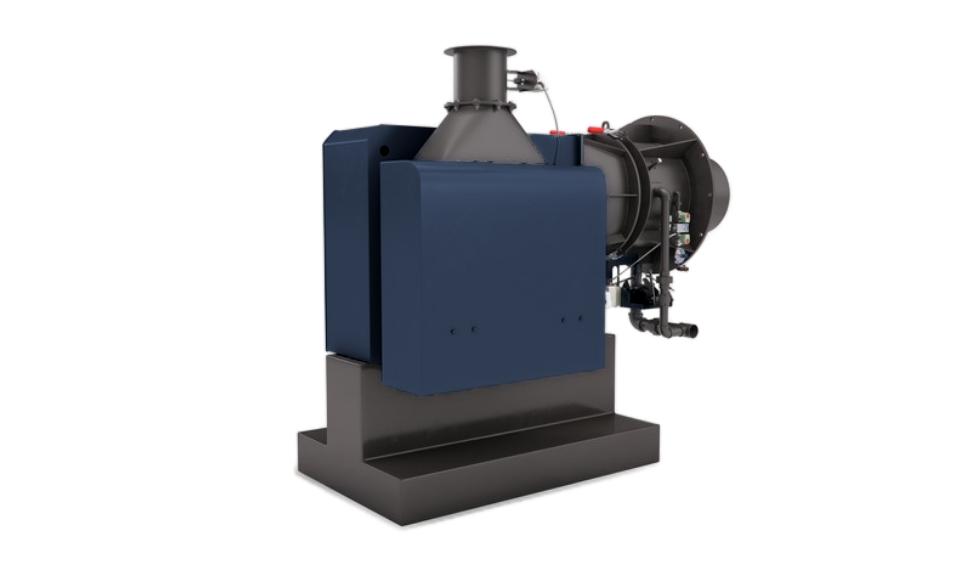
STEAM BOILER
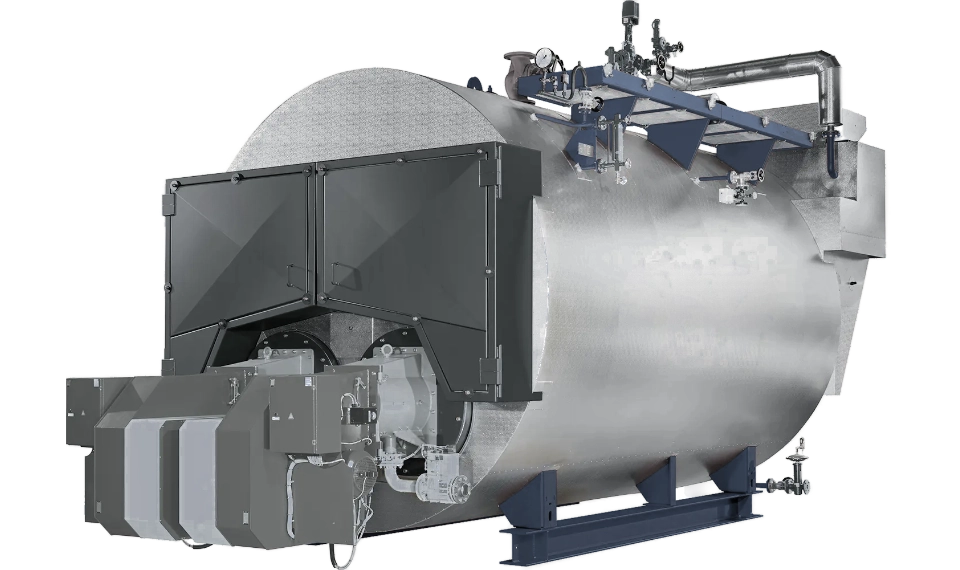
ZFX Series – High‑Capacity Steam Boiler
ZFX Series three‑pass steam boilers deliver 18 000–55 000 kg/h at up to 30 bar, with options for saturated or superheated steam to 300 °C. With dual burners, separate flue paths, economiser, and smart control, they offer high efficiency, low‑NOₓ/hybrid fuel readiness, and robust operation.
STEAM BOILER
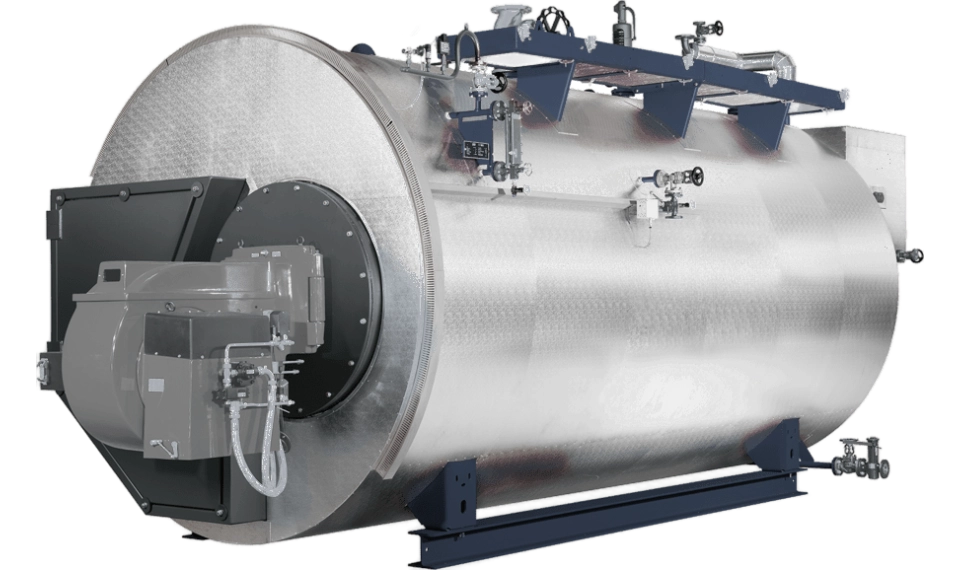
ULS Series – High-Efficiency Shell Boiler
ULS Series three-pass steam boilers offer 1 250–28 000 kg/h output at up to 30 bar. Designed for high efficiency (up to 95.5%) with optional heat recovery, support saturated or superheated steam and integration with modern control systems, enabling sustainable and flexible steam generation.
STEAM BOILER
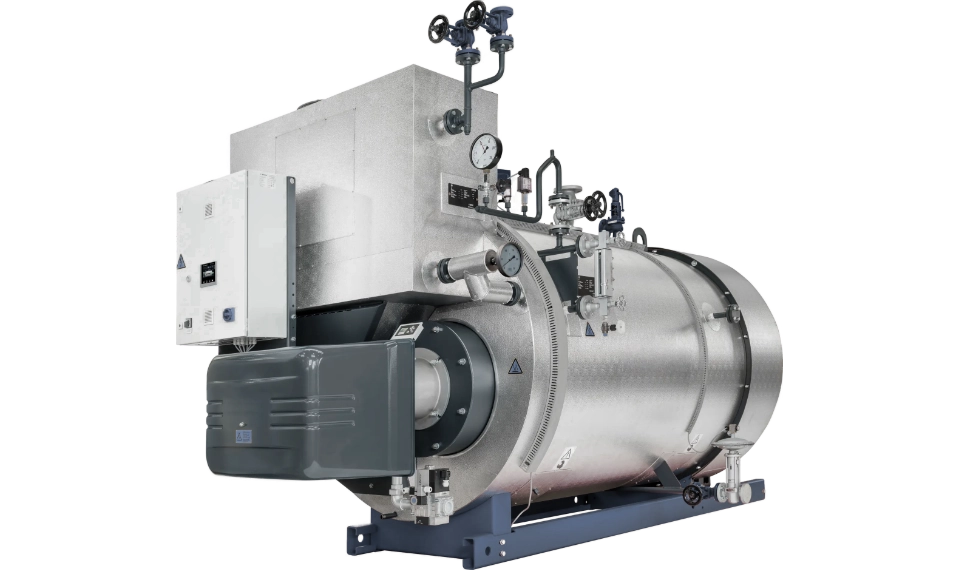
CSX Series – Compact Steam Boiler
CSX Series compact steam boilers deliver 300–5 200 kg/h at up to 16 bar, combining high efficiency (up to 95.3%) with a space-saving design. Equipped with smart controls and ready for gas, oil, or hydrogen blends, they offer fast commissioning and reliable steam for commercial and industrial use.

STEAM BOILER
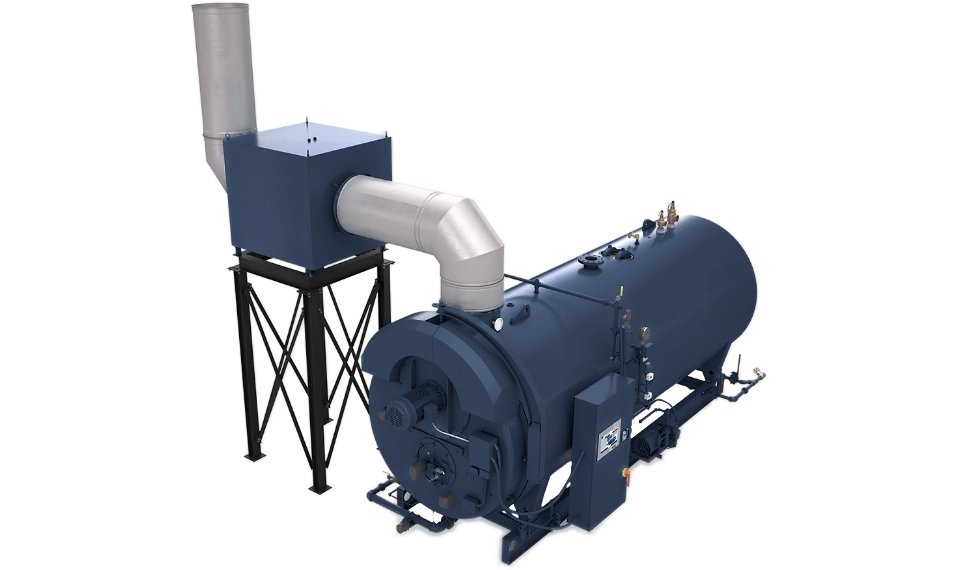
UMB Series – Modular Steam Boiler
UMB Series steam boilers deliver 200–2 000 kg/h with multi-flame tube three-pass design for stable and efficient steam generation. Compact and modular, they offer excellent part-load behavior, quick startup, making them ideal for commercial and small industrial operations.
STEAM BOILER
ULS Series – High-Efficiency Shell Boiler
ULS Series three-pass steam boilers offer 1 250–28 000 kg/h output at up to 30 bar. Designed for high efficiency (up to 95.5%) with optional heat recovery, support saturated or superheated steam and integration with modern control systems, enabling sustainable and flexible steam generation.

ECONOMIZER
SRE Series – Stack-Mounted Condensing Economizer
SRE Series condensing economizers recover latent and sensible heat from flue gas to boost boiler efficiency by up to 10%. With vertical stack-mounted design, stainless steel construction, and full condensing performance, they preheat water for maximum fuel savings in natural gas or propane-fired systems.

ECONOMIZER
ECE Series – Custom Condensing Economizer
ECE Series remote-mounted condensing economizers recover heat from flue gas to boost boiler efficiency by up to 18%. Designed for flexible integration, they handle a variety of fluids and flow rates with custom stainless steel coil configurations, making them ideal for complex or space-restricted systems.
ECONOMIZER
E2X Series – Two-Stage Non-Condensing Economizer
E2X Series non-condensing economizers recover sensible heat in two stages—preheating feedwater and make-up or process water. With dual-material construction and 4–6% efficiency gains, they suit steam systems using natural gas or oil, offering dual-fluid recovery without condensation-related challenges.

ECONOMIZER
E2X-B Series– Two-Stage Non-Condensing Economizer
E2X-B Series two-stage economizers recover sensible heat from flue gases to preheat feedwater and make-up water. With dual metal construction and 4–6% efficiency gain, they suit gas or oil-fired steam boilers needing dual-loop heat recovery without condensation handling.

ECONOMIZER
SRB Series – Rectangular Non-Condensing Economizer
SRB Series rectangular economizers recover sensible heat from flue gases to preheat feedwater, improving efficiency by 4–6%. Designed for large firetube or watertube boilers, they offer flexible gas flow orientation, robust materials, and scalable configurations for high-capacity industrial systems.
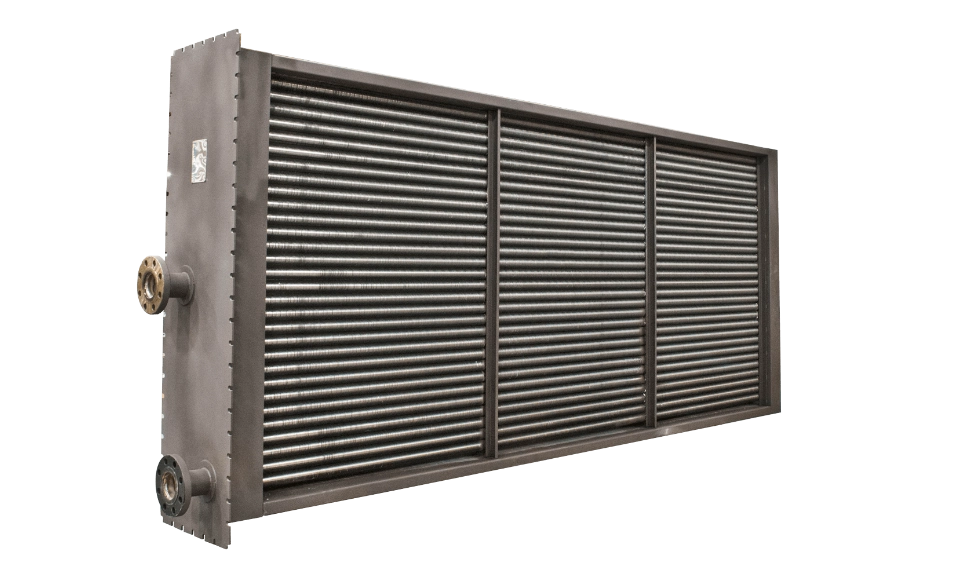
AIR PREHEATER
BTP Series – Bare Tube Steam Coil Air Preheater
BTP Series bare tube preheaters use steam coils to heat incoming air in boiler systems. With 2-row carbon steel tubes, leak-free header, and up to 10 bar steam pressure, they support airflows up to 60 000 Nm³/h and ensure reliable thermal performance, easy duct integration, and long service life.
AIR PREHEATER
WBX Series – Finned Tube Air Preheater with Removable Waterbox Header
WBX Series finned-tube air preheaters feature a removable waterbox header for full tube access, simplifying cleaning and maintenance. With carbon steel core, gusseted structure, and airflow up to 50 000 Nm³/h, they offer durable, high-efficiency preheating for industrial boilers and process systems.

AIR PREHEATER
AUM Series – U-Stamped Spiral Fin Air Preheater
AUM Series U-stamped air preheaters feature carbon steel tubes with aluminum spiral fins, built to ASME Section VIII, Div 1. With 300# flanged connections and full code compliance, they deliver reliable thermal performance and mechanical strength for critical industrial heat recovery systems.
AIR PREHEATER
BTP Series – Bare Tube Steam Coil Air Preheater
BTP Series bare tube preheaters use steam coils to heat incoming air in boiler systems. With 2-row carbon steel tubes, leak-free header, and up to 10 bar steam pressure, they support airflows up to 60 000 Nm³/h and ensure reliable thermal performance, easy duct integration, and long service life.

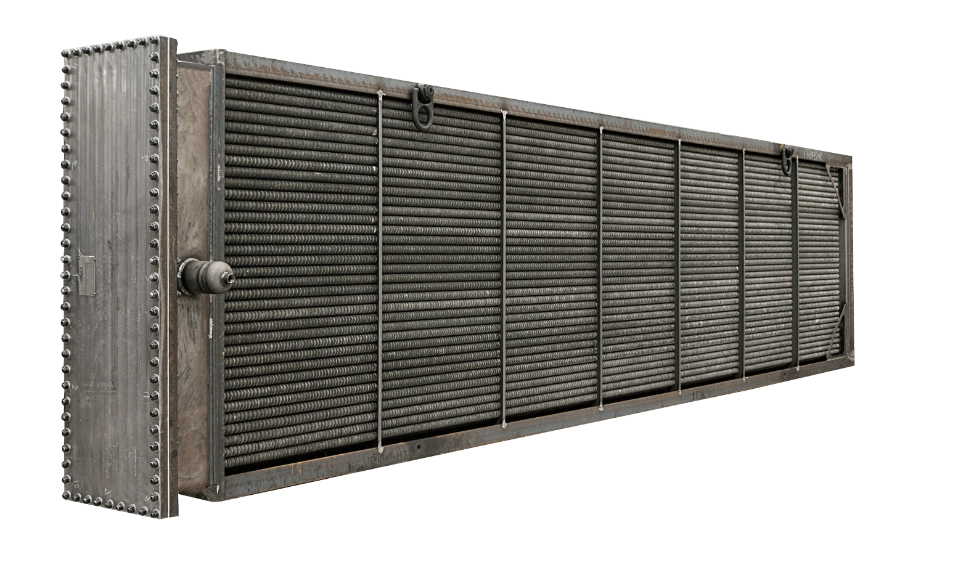
AIR PREHEATER
HFC Series – Multi-Unit Finned Tube Air Preheater with Heresite Coating
HFC Series preheaters use spiral fin tubes with Heresite-coated cores and housings to resist corrosion in harsh environments. With multi-row design, removable exchangers, and sealed header construction, they deliver long-lasting, efficient air preheating for industrial boiler and ventilation systems.
HEAT EXCHANGER
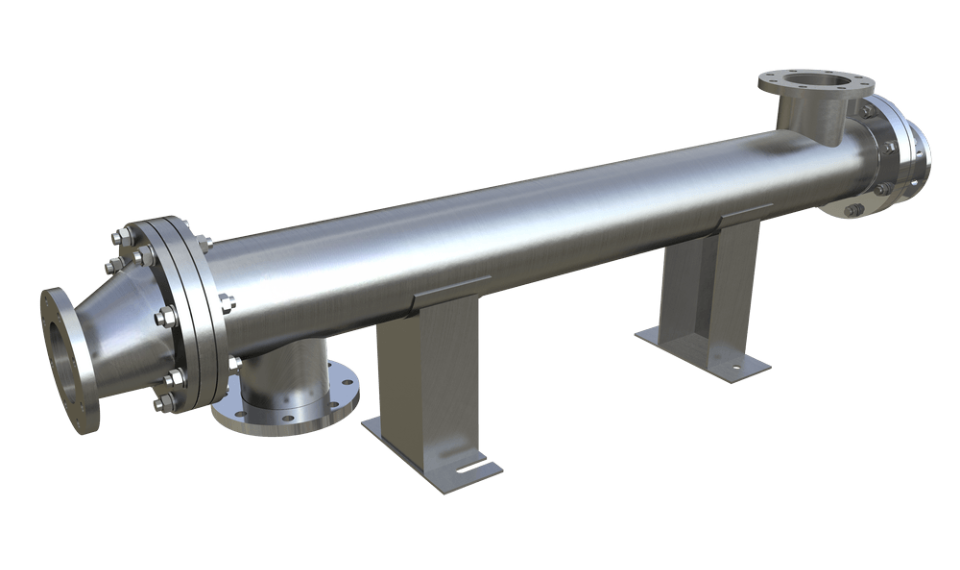
TMX Series – Spec Shell & Tube Heat Exchanger
TMX Series TEMA-type shell & tube heat exchangers are custom-built to ASME/TEMA codes for demanding thermal applications. Available in all TEMA configurations and materials, they support up to 100 bar and 400 °C, with removable bundles, expansion joints, and optimized designs for industrial process heating and cooling.
HEAT EXCHANGER
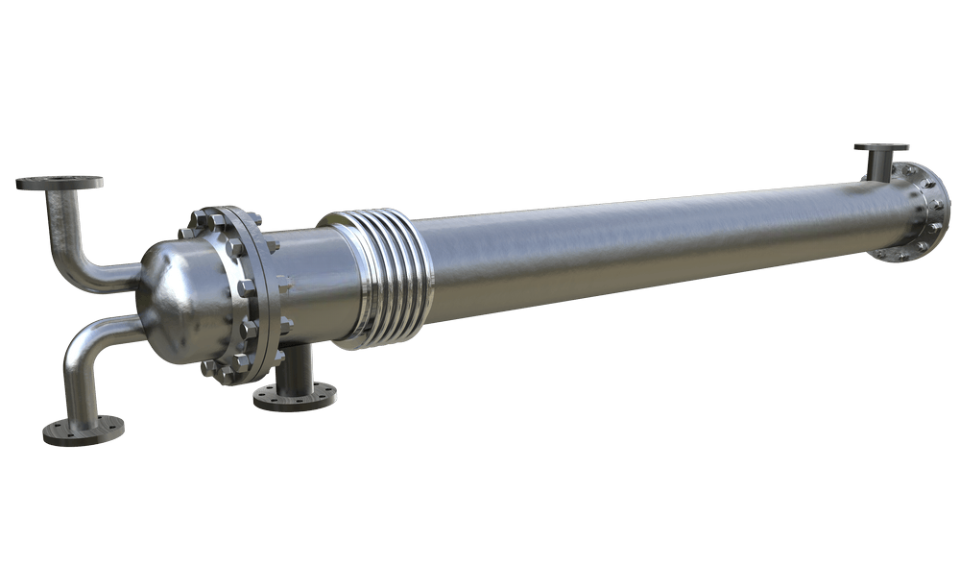
MPX Series – Multi-Pass U-Tube Heat Exchanger
MPX Series shell & tube heat exchangers feature a removable U-tube bundle and multi-pass design for enhanced heat transfer. Built to ASME/TEMA standards, they offer high pressure and temperature tolerance, easy maintenance, and efficient thermal performance for demanding process applications.
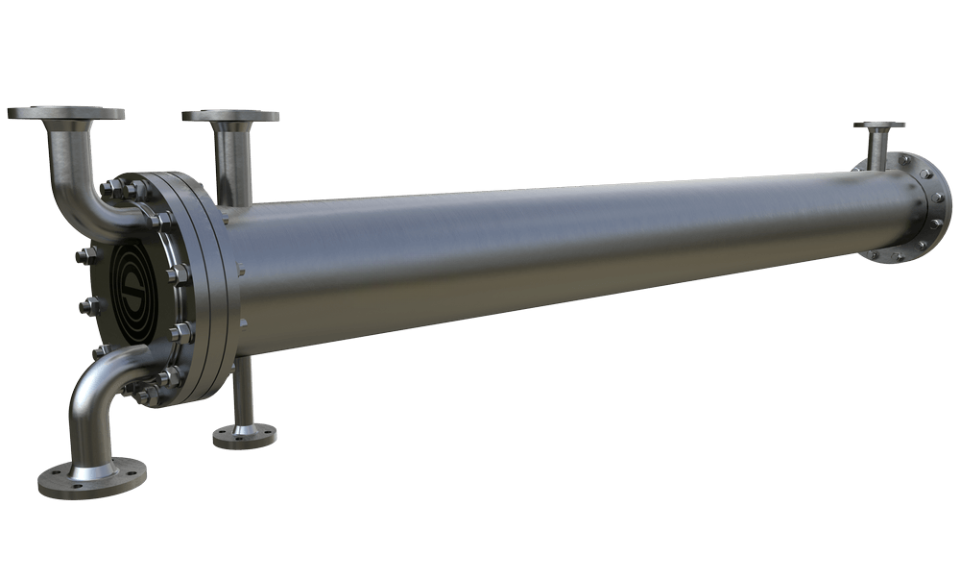
HEAT EXCHANGER
VTX Series – Smooth Tube Tubular Heat Exchanger
VTX Series tubular heat exchangers feature hygienic multi-tube design with polished or corrugated tubes for efficient, gentle heating or cooling of food, dairy, and pharma products. FDA and 3-A compliant, they support CIP cleaning, viscous fluids, and sanitary processing under high thermal demand.
HEAT EXCHANGER
MTB Series – Multitube Heat Exchanger with Removable Bundle
MTB Series multitube heat exchangers feature a removable tube bundle for full internal access, ideal for hygienic applications in food, beverage, and pharma. With polished or corrugated tubes, FDA/3-A compliance, and CIP/SIP compatibility, they ensure high-efficiency heat transfer with easy maintenance.
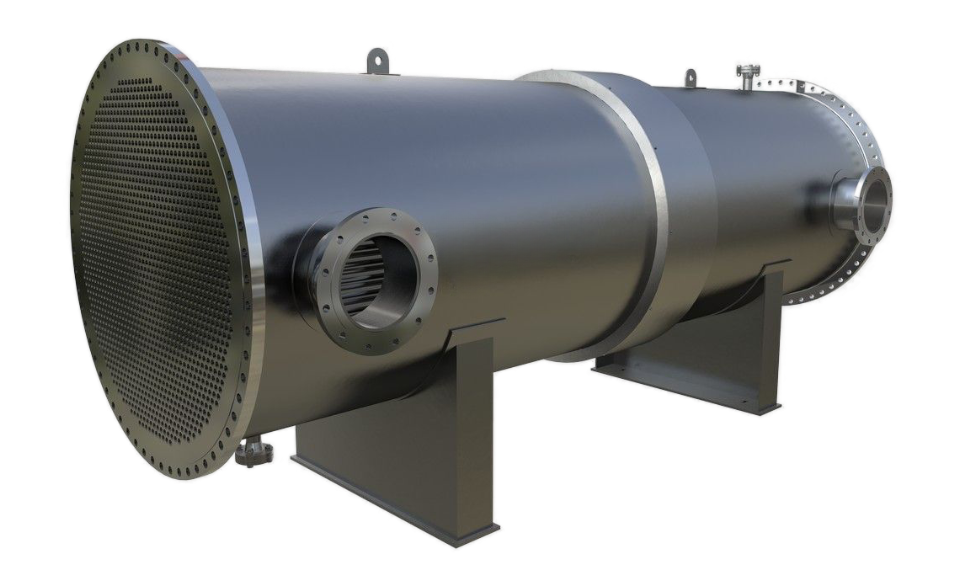
HEAT EXCHANGER
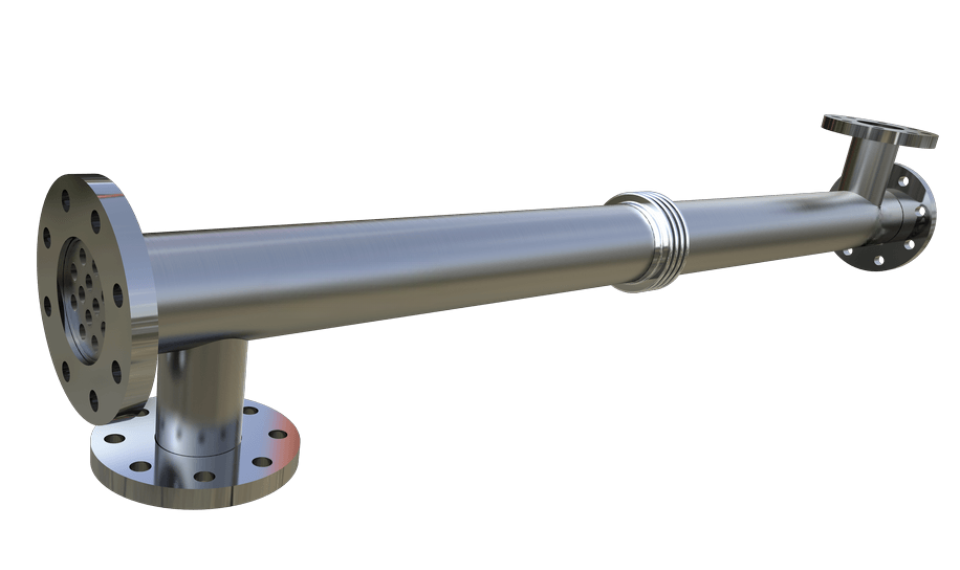
IMP Series – Industrial Multiple-Pass Shell & Tube Heat Exchanger
IMP Series multi-pass shell & tube heat exchangers are built to ASME/TEMA standards for efficient industrial heat transfer. With 2–8 tube passes and customizable design, they handle steam, water, and thermal fluids at high pressures and temperatures, offering robust performance in compact layouts.
HEAT EXCHANGER
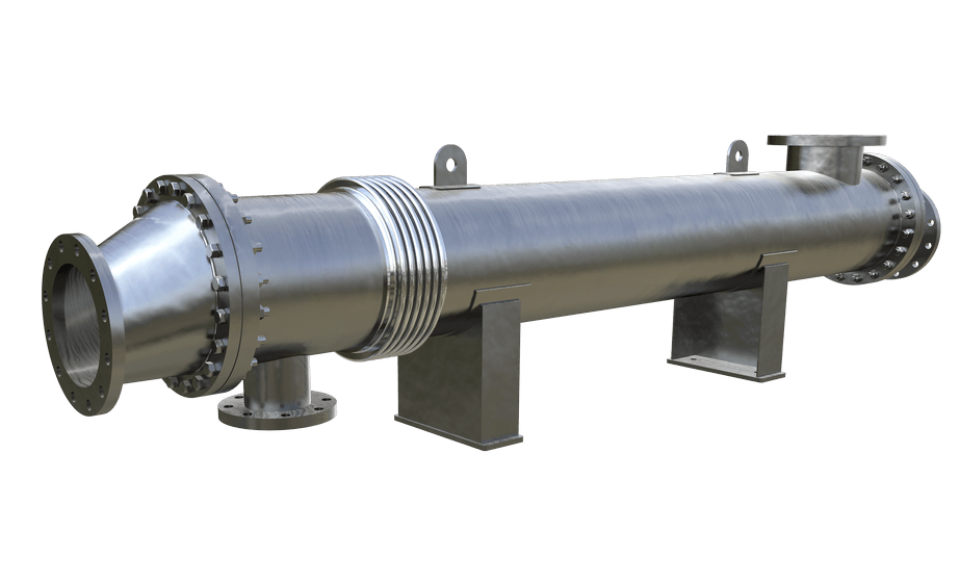
MTI Series – Multitube Industrial Heat Exchanger
MTI Series multitube heat exchangers feature a fully welded design for robust thermal performance in industrial water, steam, or oil applications. Ideal for non-hygienic processes, they offer low-maintenance operation, customizable sizing, and high efficiency in compact, durable construction.
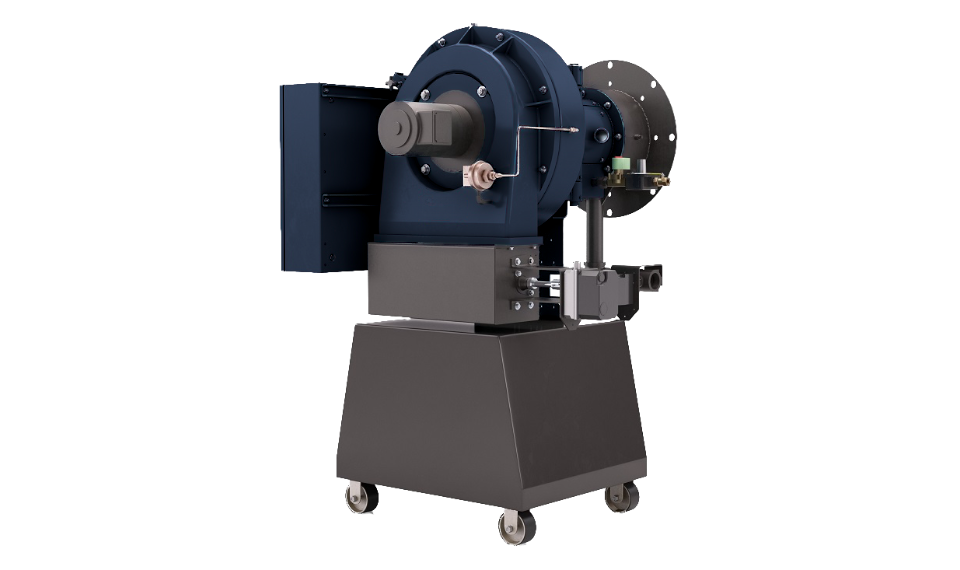
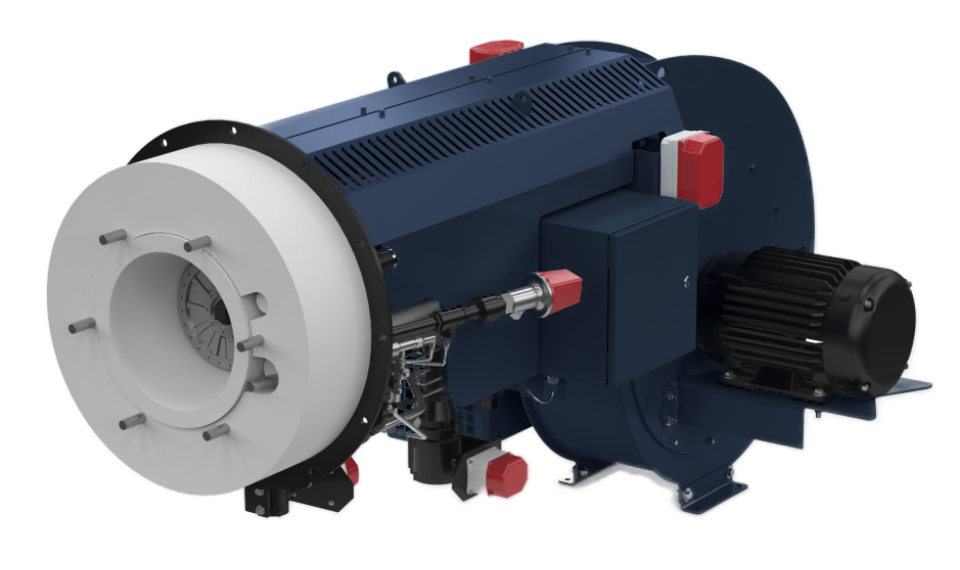
BURNER
DBX Series – Dual-Fuel High-Turndown Burner
DBX Series dual-fuel burners fire gas or oil with 10:1 and 8:1 turndown, offering high efficiency and full modulation for industrial boilers. With low-NOₓ options, high-static blower, and UL listing, they’re ideal for firetube or watertube systems requiring flexible and reliable combustion performance.
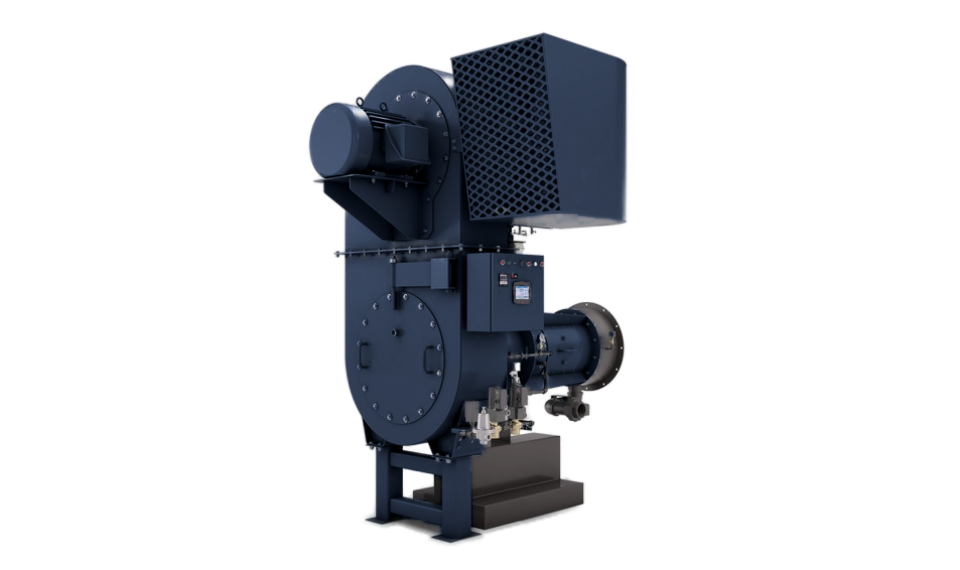
BURNER
XLX Series – High-Capacity Low-NOₓ Industrial Burner
XLX Series burners deliver up to 100.5 MMBtu/h for large industrial boilers. Supporting gas and oil with full modulation and 8:1 turndown, they offer low NOₓ emissions, rugged fans, and UL-certified performance. Ideal for plants needing high-capacity, reliable, and efficient combustion systems.
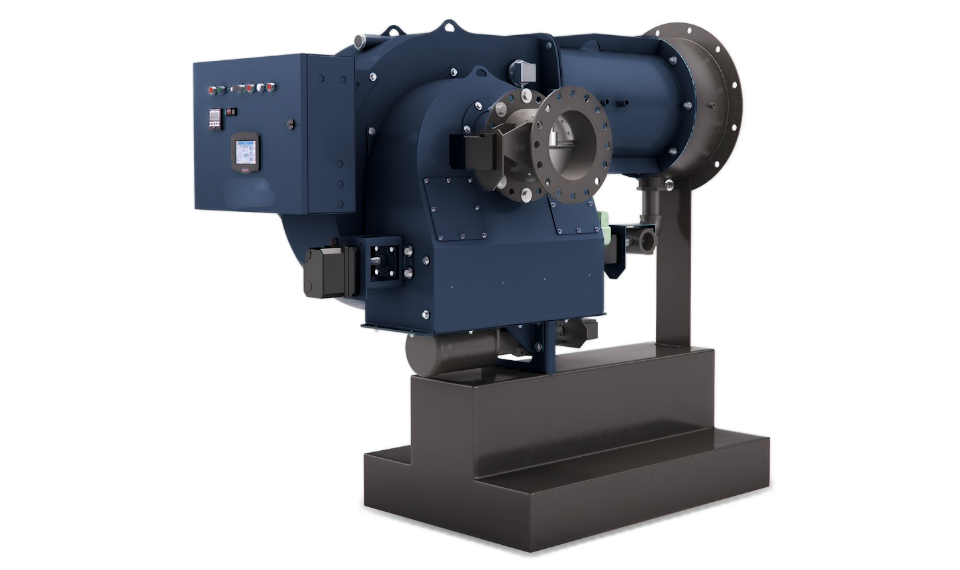
BURNER
EBX Series – Packaged Burner for Steam and Hot Water Boilers
EBX Series burners offer up to 54.6 MMBtu/h with full modulation and 8:1 turndown on gas. Suitable for gas or oil boilers, they ensure efficient, low-NOₓ combustion with integrated fans and flexible control. Ideal for firetube, watertube, or retrofit systems in commercial and light industrial plants.
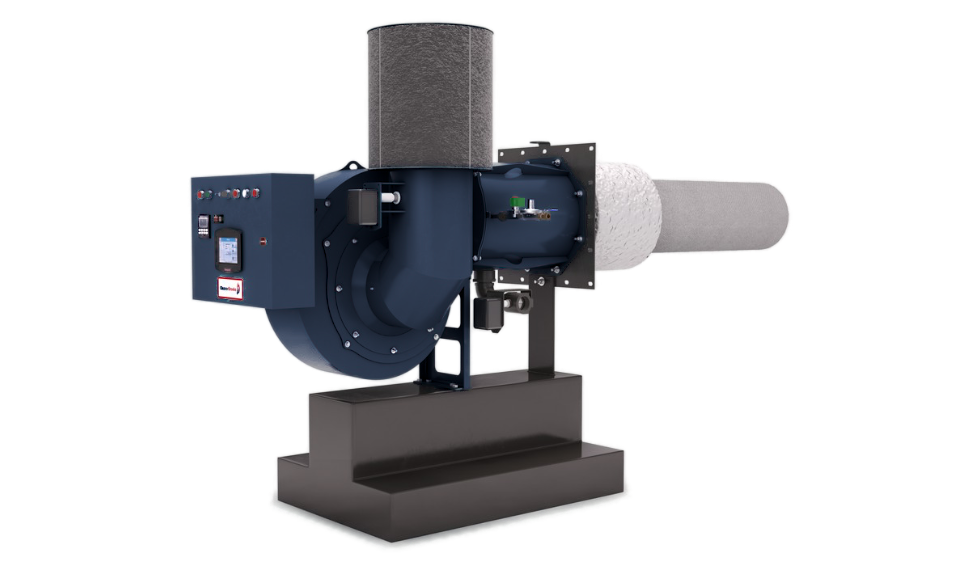
BURNER
MTH Series – High-Turndown, Dual-Fuel Burner for Medium-Pressure Systems
MTH Series burners fire gas or oil with up to 10:1 turndown, delivering efficient, quiet combustion for hot water and low-pressure steam boilers. Compact and fully modulating, they support clean operation with high static fans and are ideal for commercial, institutional, and retrofit boiler systems.
BURNER
S1G Series – Gas-Only Low-NOₓ Burner
S1G Series burners provide clean, gas-only combustion with 10:1 turndown and <30 ppm NOₓ emissions. Fully modulating and compact, they’re ideal for firetube, watertube, and retrofit boilers in commercial or light industrial use—delivering quiet, efficient operation in space-limited environments.
BURNER
SBR Series – Ultra-Low NOₓ Surface Burner
SBR Series ultra-low NOₓ burners use surface-stabilized premix technology to achieve <5 ppm NOₓ without FGR. Designed for natural gas, they deliver quiet, uniform combustion with 3:1 turndown and full modulation. Ideal for firetube and watertube boilers in strict emissions zones or retrofit projects.